Multi-material injection molding is a sophisticated manufacturing process that combines two or more different materials to create a single, high-value component. This category encompasses techniques such as Overmolding, Co-injection, Two-shot Molding, and Sandwich Molding.
The fundamental concept involves injecting a Substrate (or base material) first, followed by a Overmold (or cover material). This integration enhances product functionality, ergonomics, and aesthetic appeal.

1. Key Technologies in Multi-Material Molding
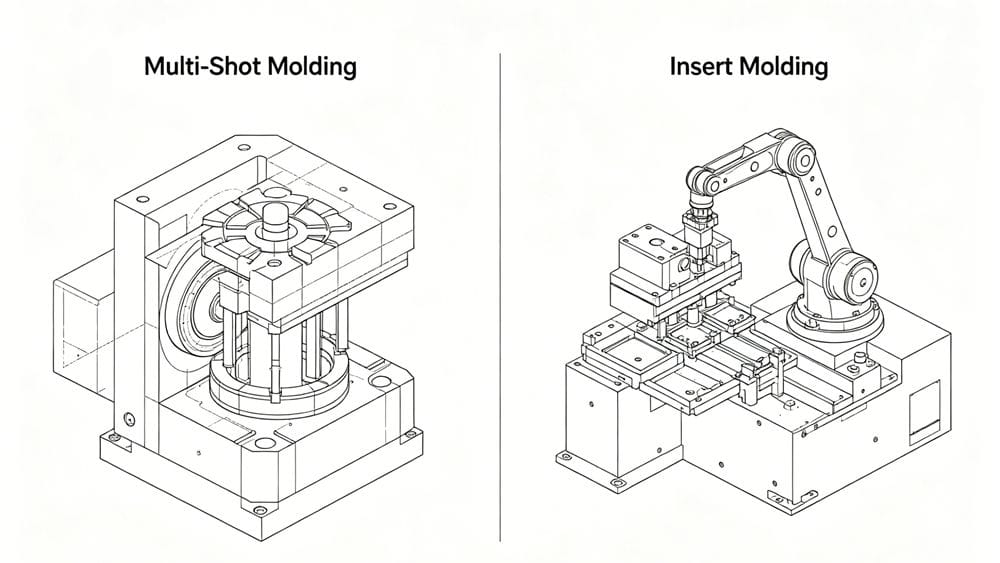
In the overmolding process, the cover material is injected onto, around, or inside the substrate to form a unified part. This is typically achieved through multi-shot molding or insert molding. The cover material is often a soft, elastomeric resin.
Multi-Shot Molding
If the part design permits, multi-shot molding is an excellent method for manufacturing complex components, such as medical devices. This technique requires specialized injection molding machines equipped with multiple barrels to inject different resins into a single mold.
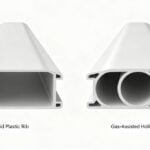
- Co-injection: When using a single injection point, the process is often called co-injection. The resulting part consists of a core resin encapsulated by an outer layer.
- Two-shot Molding: When using multiple injection points, one material is molded over another to create a distinct multi-layer structure.
Note: Multi-shot molding is not suitable for all products. The process often requires moving sliders, transferring the core to another cavity, or physically moving the core to a different machine.
Insert Molding1
To produce fully encapsulated parts, such as soft-grip handles, insert molding is required. To achieve full coverage, the substrate must be removed from the initial cavity and placed into a second mold core and cavity for the overmold injection.
- Process Efficiency: Ideally, the second mold operates simultaneously on the same or a different machine.
- Thermal Management: The substrate is typically much larger than the overmold. It often requires pre-heating to bring the surface temperature close to the melting point of the cover material, ensuring optimal bond strength.
2. In-Mold Assembly
Multi-material molding is sometimes referred to as In-Mold Assembly. This is because the two materials are permanently fused into a single assembly, rather than just creating a laminated sheet. Whether for standalone parts or complex assemblies, ensuring the substrate and overmold achieve the required mechanical or chemical bond strength is critical.
3. Critical Considerations for Success
To ensure high-quality production, manufacturers must pay close attention to material compatibility and machine settings.
Material Compatibility2 & Bonding
Generally, to reinforce adhesion, the melting temperature of the overmold resin should match that of the substrate.
- Temperature Too Low: If the overmold temperature is too low, it cannot melt the substrate surface, resulting in a weak bond.
- Temperature Too High: If the temperature is too high, the substrate may soften, deform, or even be penetrated by the cover material, leading to part failure.
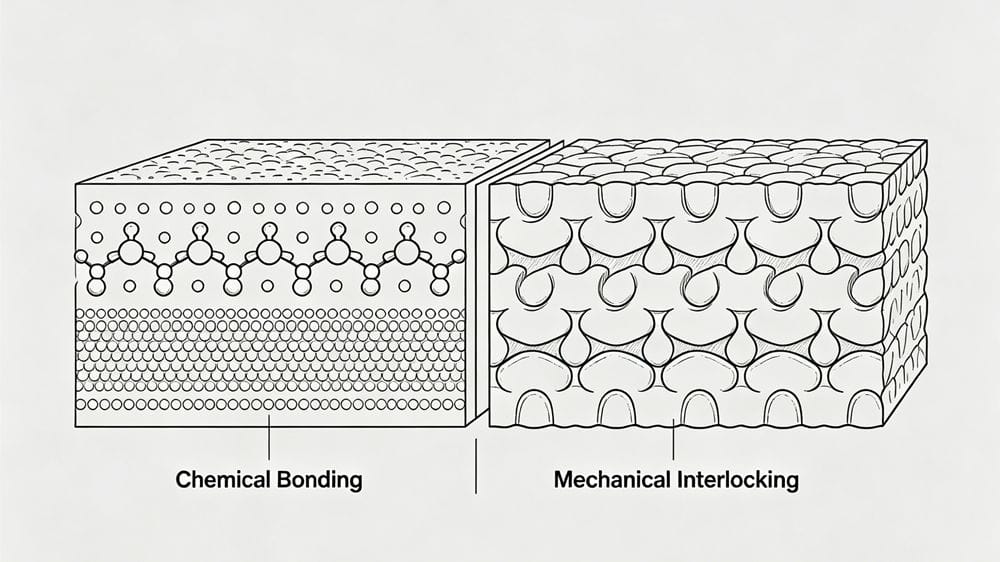
Therefore, selecting matched materials is the key to ensuring a good bond. Generally, matched materials should have similar chemical properties or compatible compound components. If the substrate and overmold are incompatible, the bond will rely on mechanical interlocking rather than chemical adhesion.
Common Defects
Multi-material molding requires precision. The most common issues include:
- Insufficient chemical or mechanical bond strength between polymers.
- Incomplete filling (short shots) of single or multiple material components.
- Flash or burrs appearing on the part.
Machine Consistency & Ratios
The injection molding machine must maintain strict consistency. Furthermore, the ratio of the machine barrel's shot volume to the part size is a critical factor affecting quality. This ratio is vital for all molding operations but is especially critical in multi-shot molding.
Check Rings & Non-Return Valves
Check rings act like water gates to separate materials. They operate easily when molding metal substrates. However, when dealing with metal substrates combined with elastic plastics, the operation of the check ring becomes more difficult.
Comparison: Multi-Shot vs. Insert Molding
The following table summarizes the differences between the two primary methods:
| Feature | Multi-Shot Molding | Insert Molding |
|---|---|---|
| Process | Materials injected in sequence within the same machine cycle. | Substrate is molded first, then moved to a second mold/tool. |
| Equipment | Requires specialized machines with multiple barrels. | Can use standard machines; often involves robotic transfer. |
| Bonding | Relies heavily on thermal/chemical compatibility. | Often relies on mechanical interlocking or pre-heating. |
| Best For | High-volume production, soft-touch surfaces. | Complex geometries, metal-plastic hybrids. |